Quality Assurance Procedures
The purpose of this document is to describe the quality assurance procedures instituted by Vulcan Finned Tubes, L.P. (“Vulcan”) to ensure that our products are of the high quality expected and deserved by our customers.
This document is intended as a concise, practical guide for the assurance of our product quality – a guide that will be readily understood, adopted, and implemented by our people. With that intent in mind, our focus was on clarity and conciseness rather than wordiness, and substance rather than style.
QUALITY MANAGEMENT / RESPONSIBILITIES
President has the overall responsibility of establishing, maintaining and implementing Vulcan’s Quality Assurance Procedures. This includes but is not limited to:
- Run the company in profitable and efficient manner to provide the capital necessary to hire good people, provide proper training and equip them with the quality machinery and equipment they need.
- Review each NCR to determine cause (man or machine) and course of action required.
- Identify common NCR occurrences and develop new systems or procedures to eliminate them.
- If non-conforming product gets to the customer, handle the incident from start to finish to ensure it is handled properly. The buck stops here!
- Direct involvement in all customer quality audits.
- Approve of all material vendors.
Sales Representative is the one who originally quoted the job and obtained the customer purchase order and is the designated coordinator for the job. If a written customer purchase order is not given, a customer signed Vulcan Order Confirmation is required. This person is responsible for maintaining all information pertaining to the job, double-checking order data against customer purchase orders and correspondence, all required materials procurement, coordination of production and packaging as well as giving guidance to shipping/receiving personnel.
Operations Manager shares responsibilities of establishing, maintaining and implementing Vulcan’s Quality Assurance Procedures with the President. Determines the training each Machine Operator needs and ranks them according to their skill level (see Vulcan Shop Staffing). Identifies non-conforming product with the assistance of the Quality Coordinators. Debriefs Machine Operators on any non-conformances. Brings all NCR’s to the daily production meeting. Implements course of action determined to be necessary to address non-conformances.
Quality Coordinators are responsible for daily inspections at the beginning of each shift and final inspections before product goes on the truck. Separate and report all non-conformances to the Operations Manager.
Machine Operators are responsible for the quality of their work. They perform first piece inspections and random inspections throughout the job. Separate and report any non-conforming product to a Quality Coordinator or the Operations Manager.
Shipping/Receiving personnel are responsible for making final shipping arrangements. They follow the customer’s purchase order instructions as well as seek guidance from the Vulcan Sales Representative to ensure that all shipping arrangements are made properly. If necessary, they will coordinate shipping logistics with the customer.
PRODUCT SPECIFICATIONS
Vulcan has Standard Specifications governing each of its product lines. For further details, please refer to the following documents:
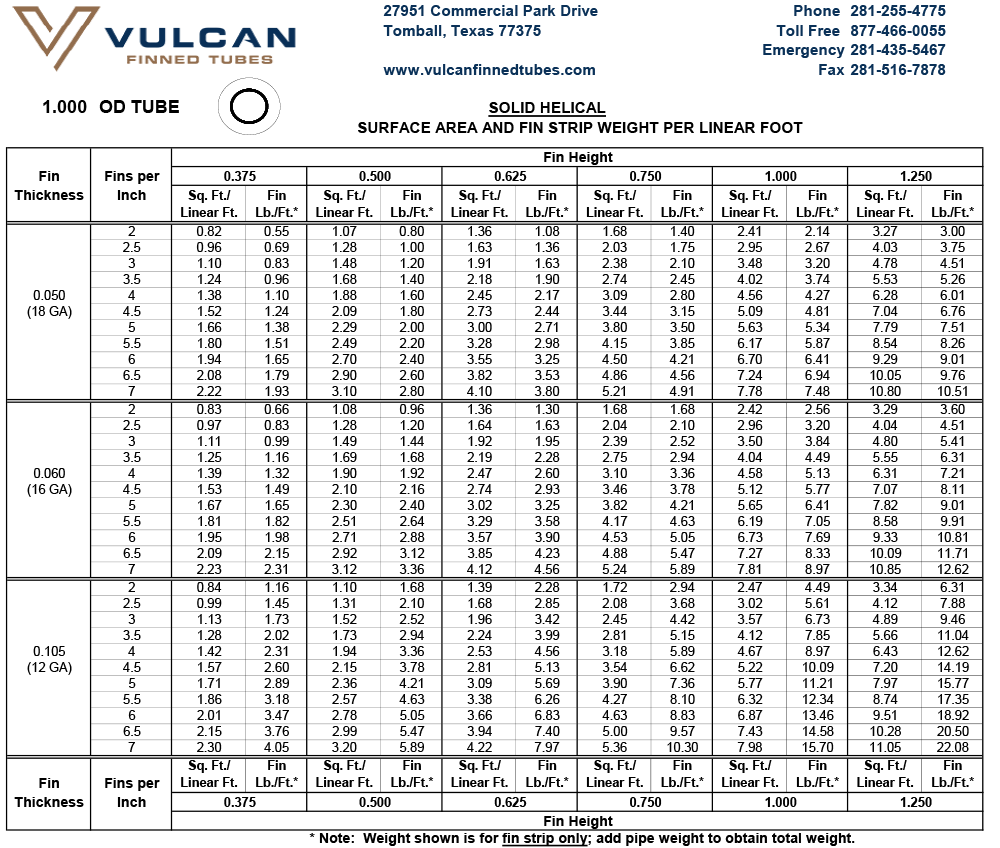
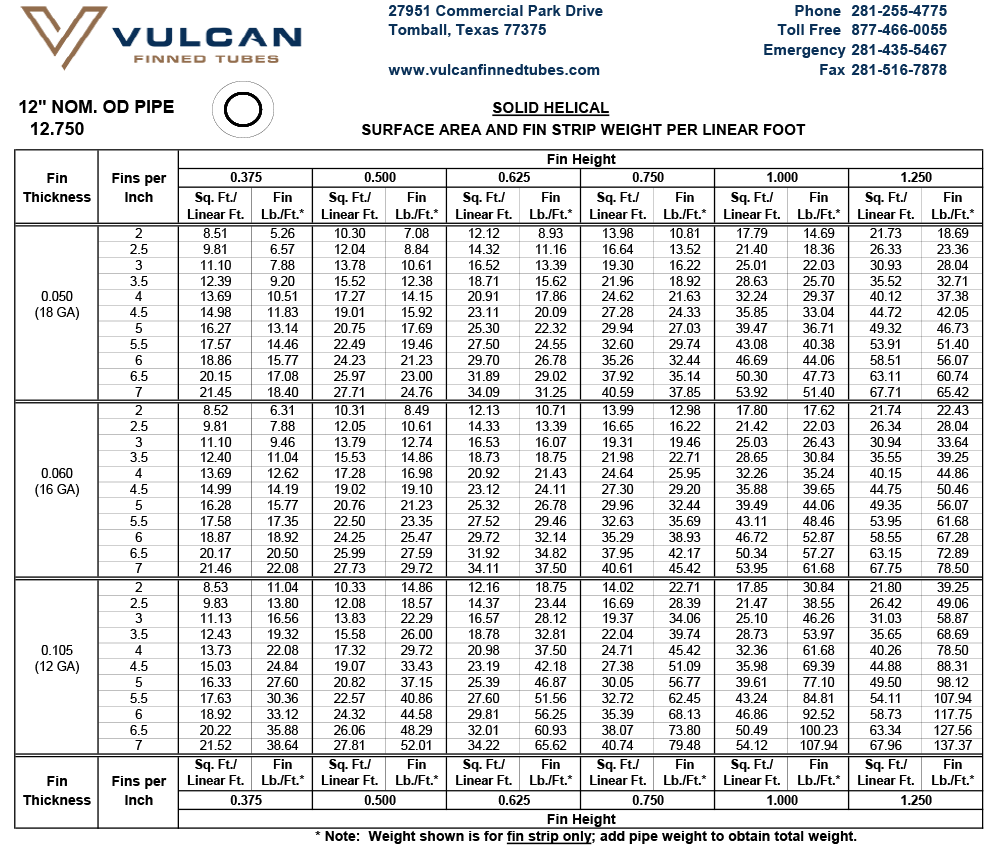
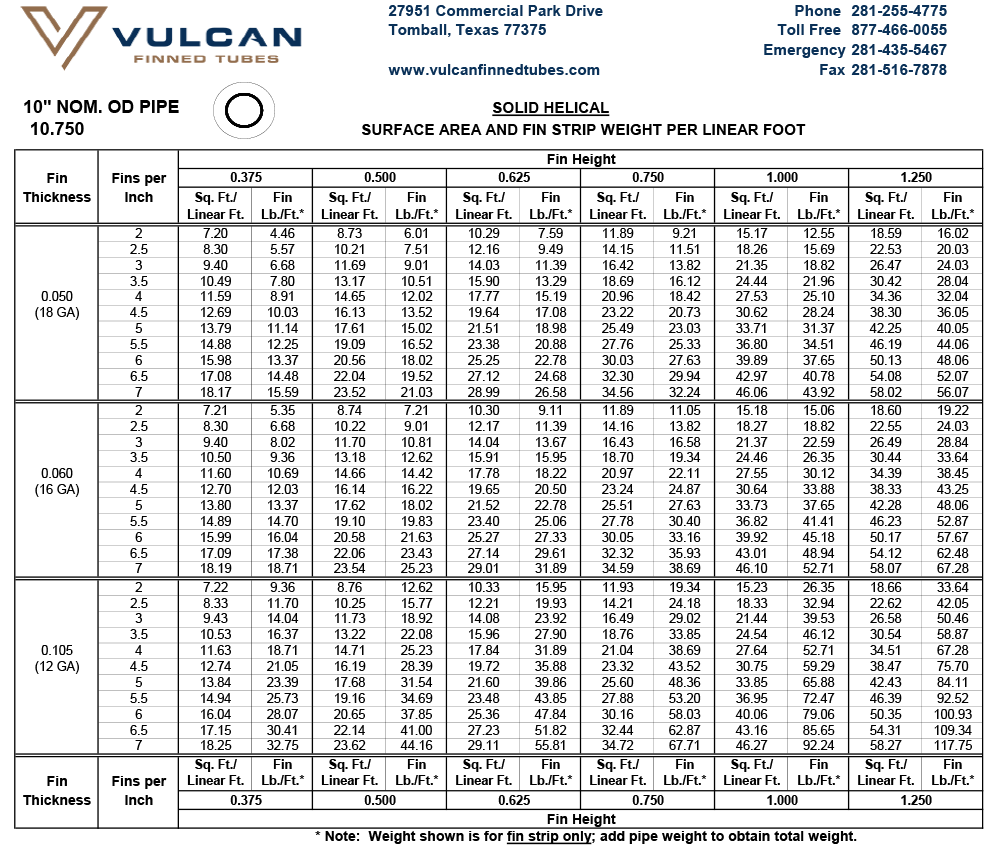
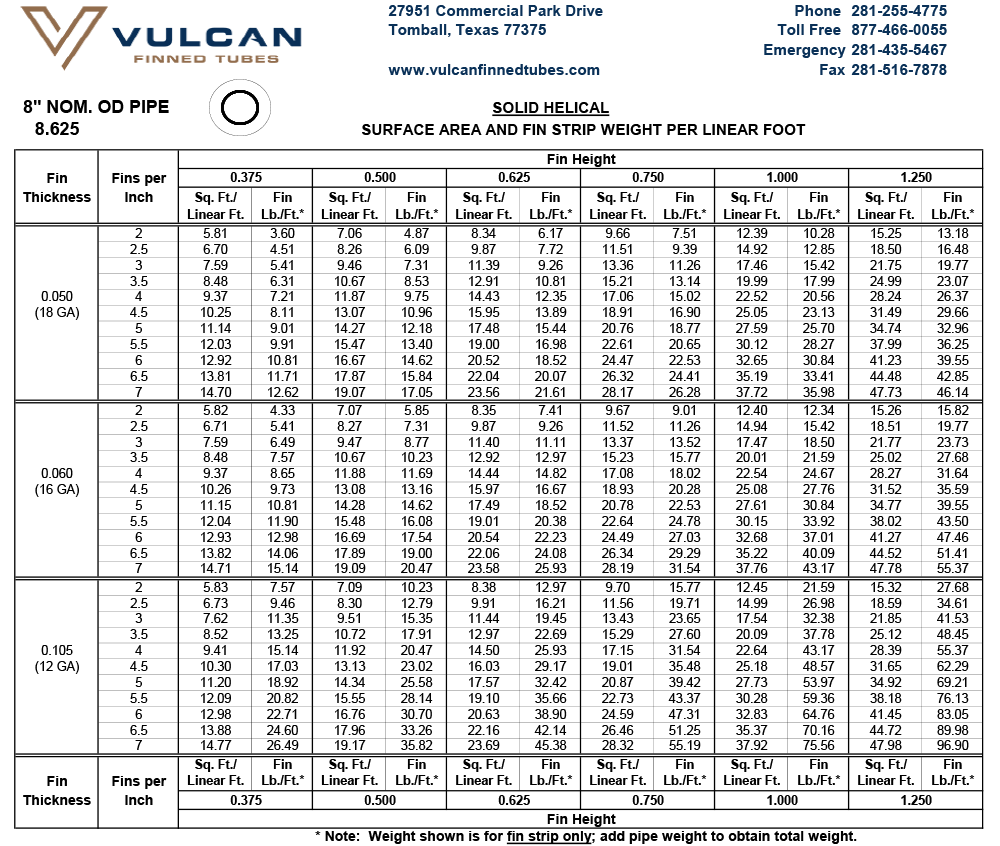
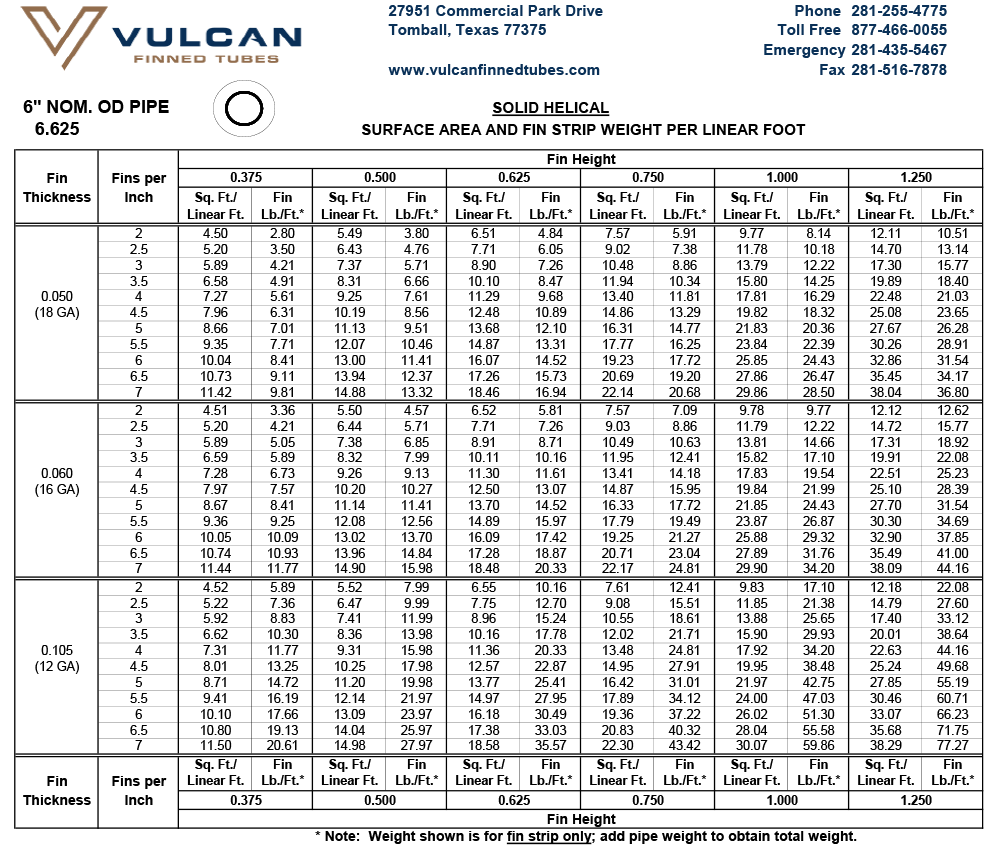
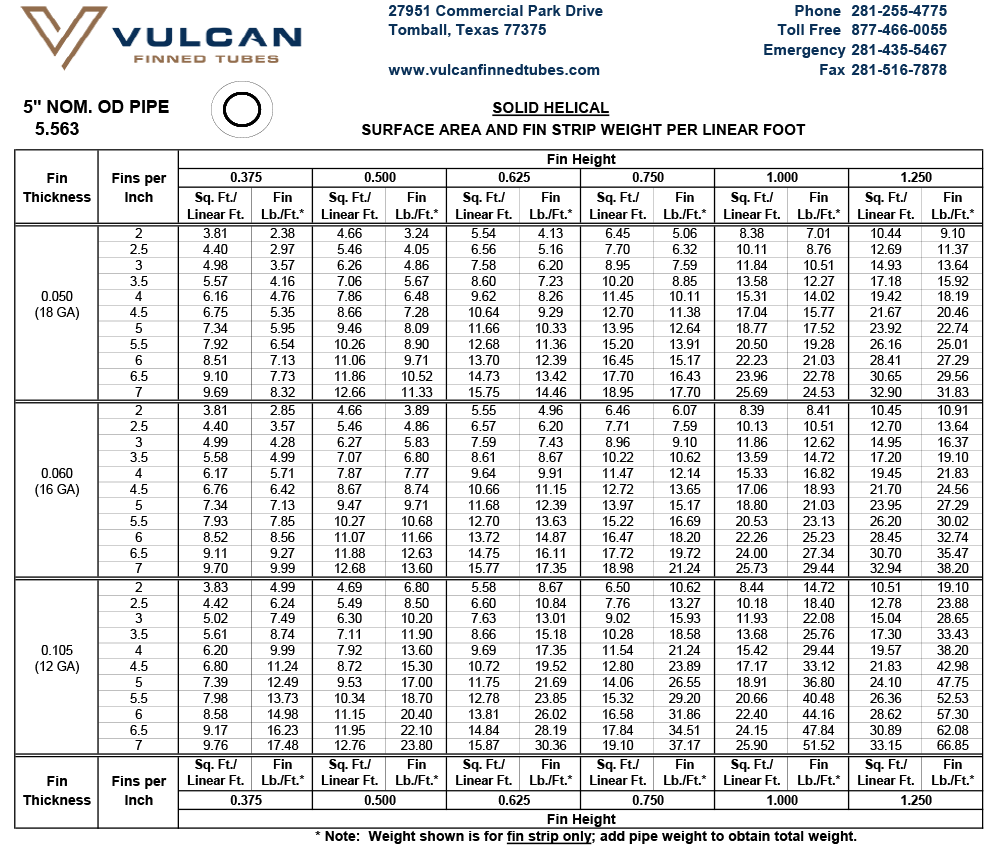
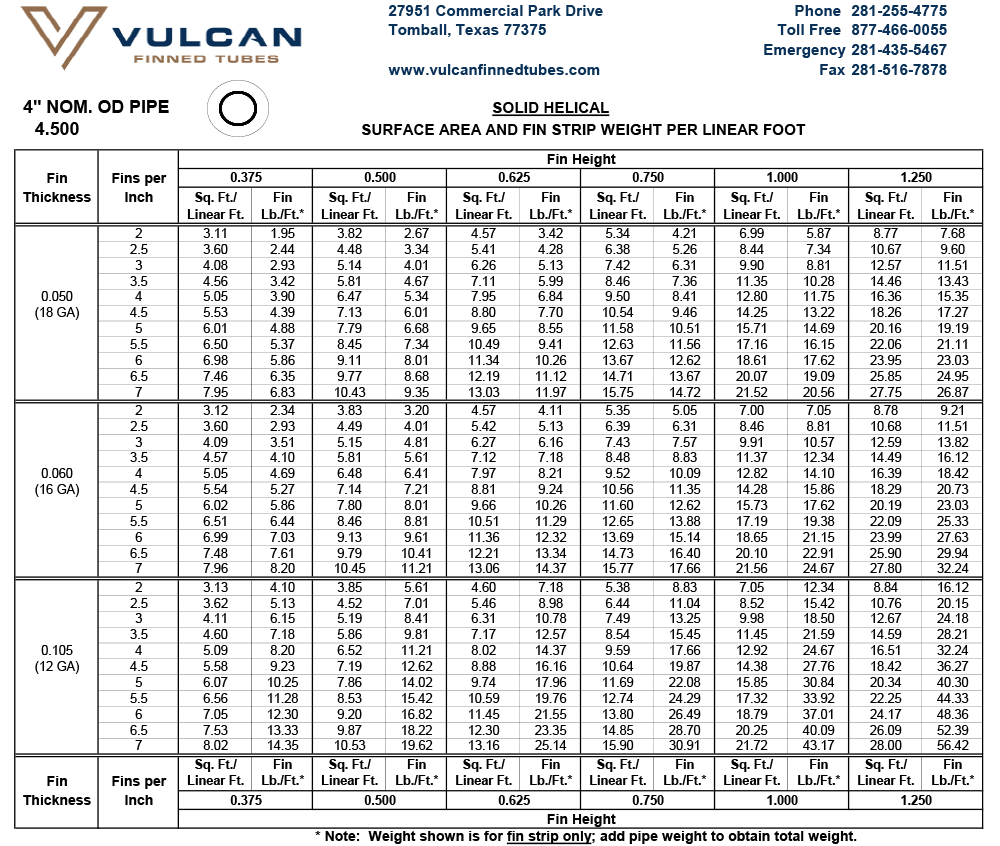
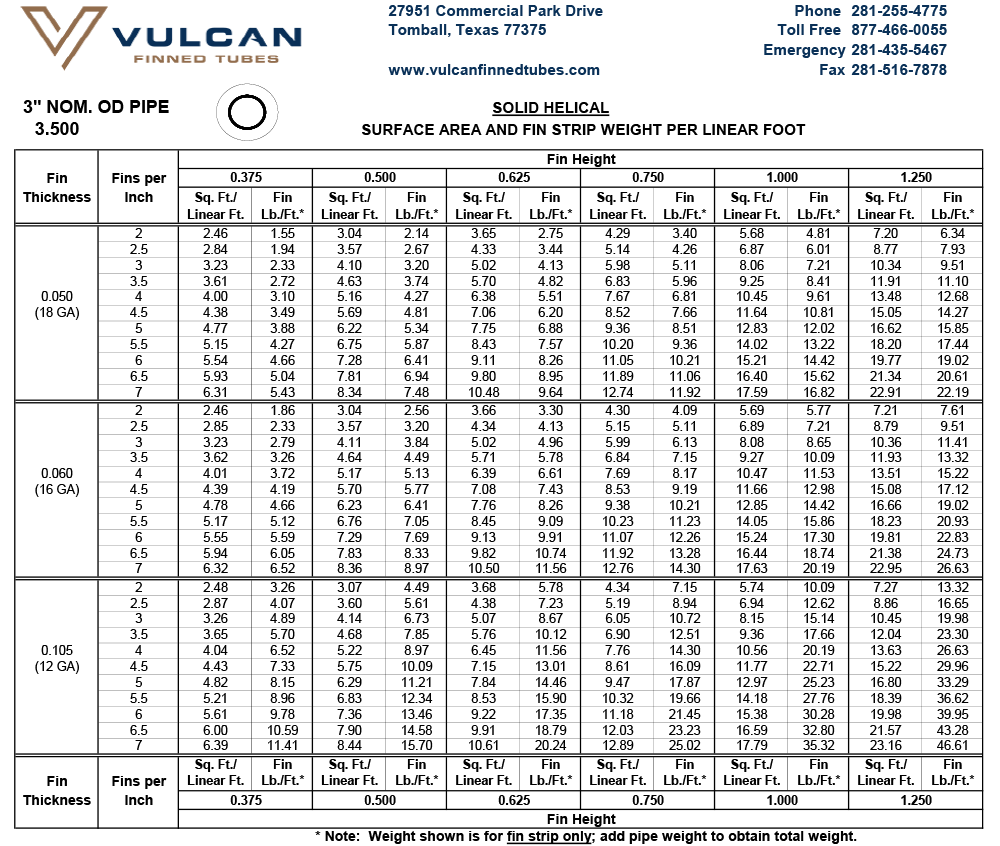
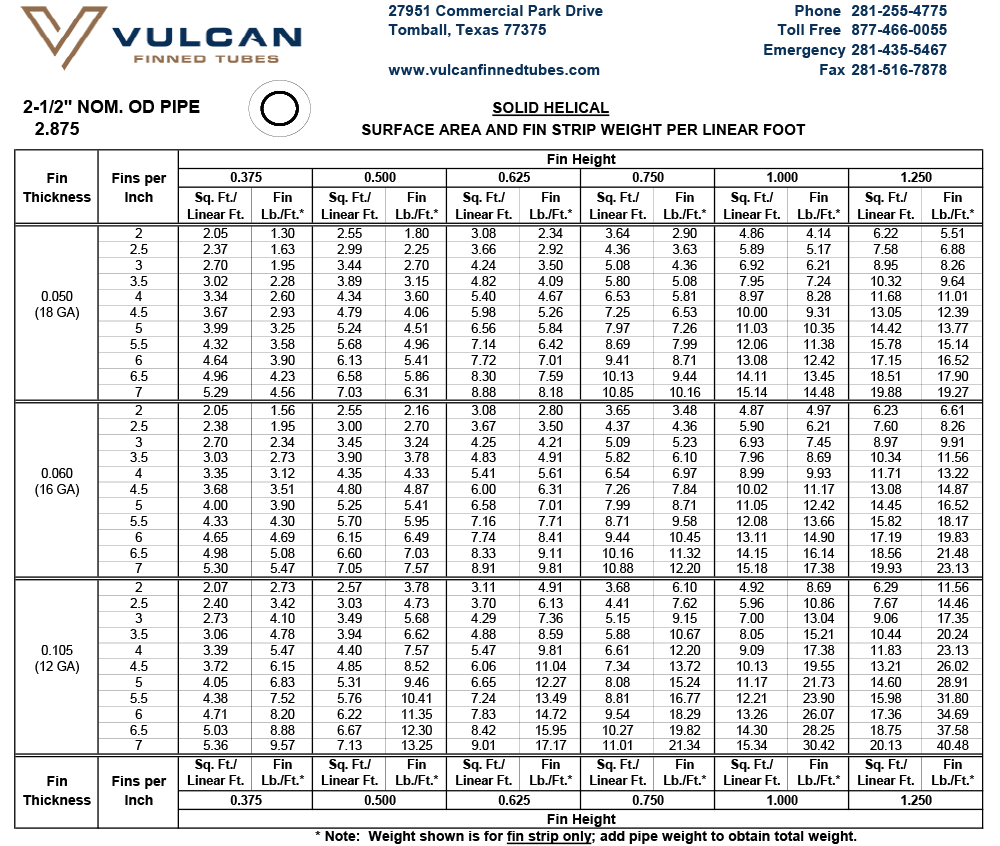
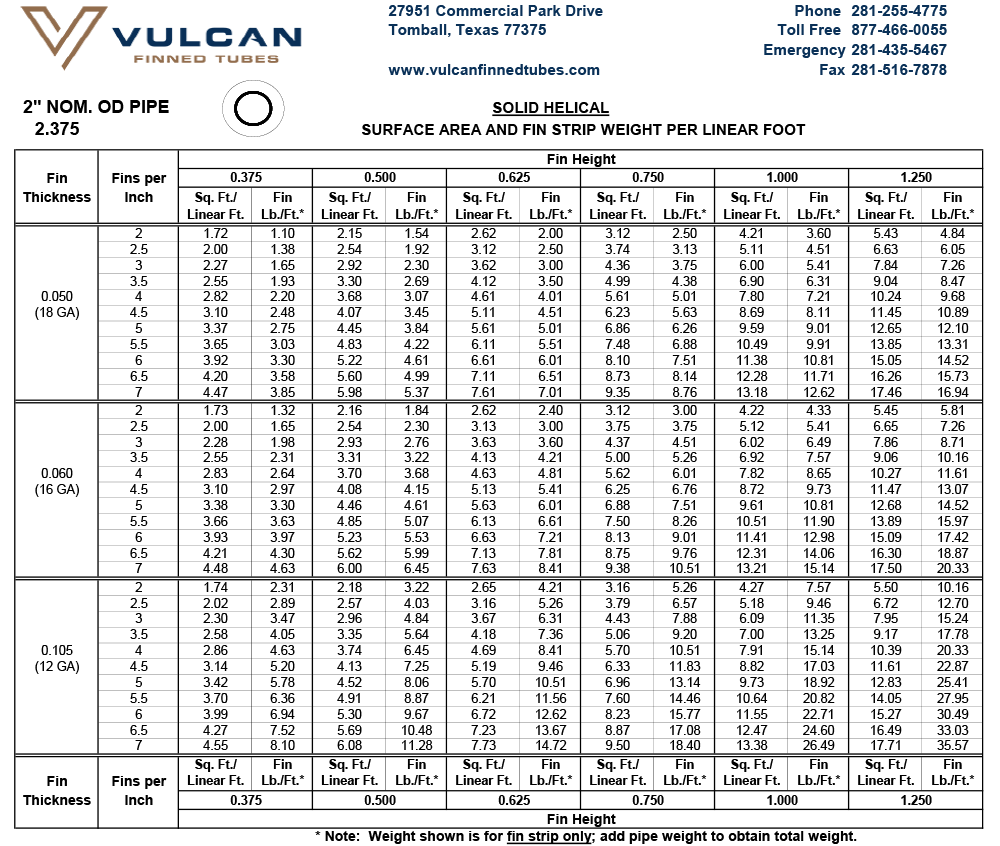
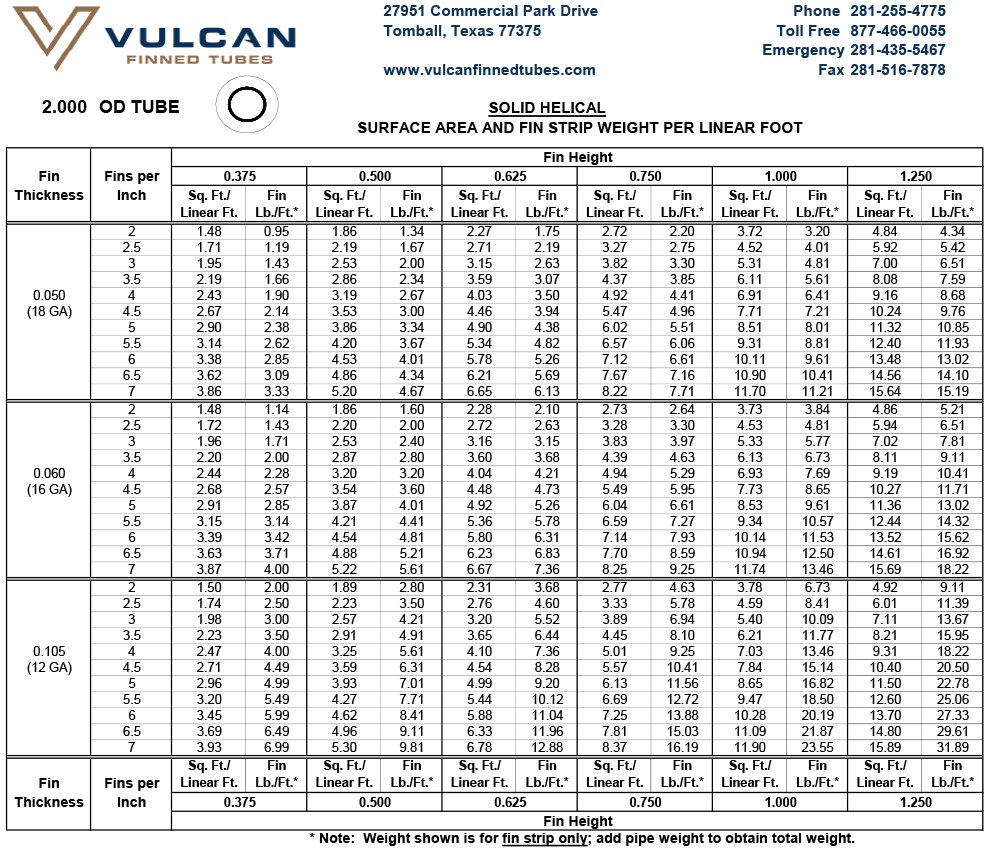
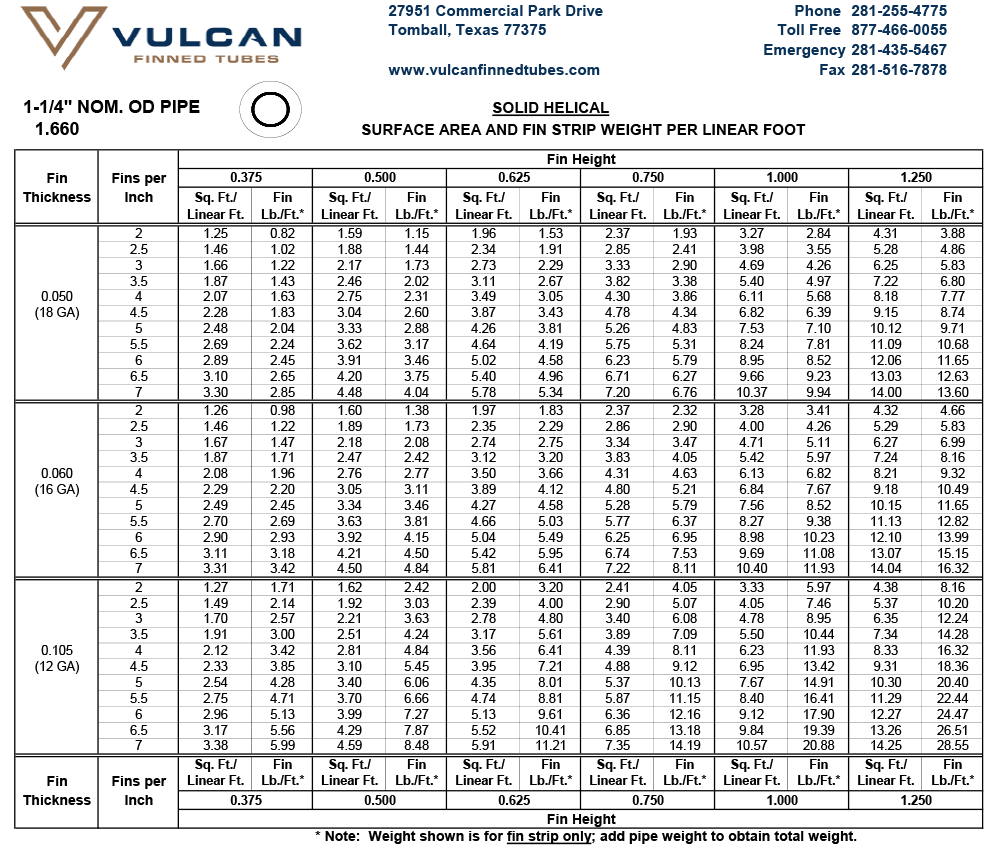
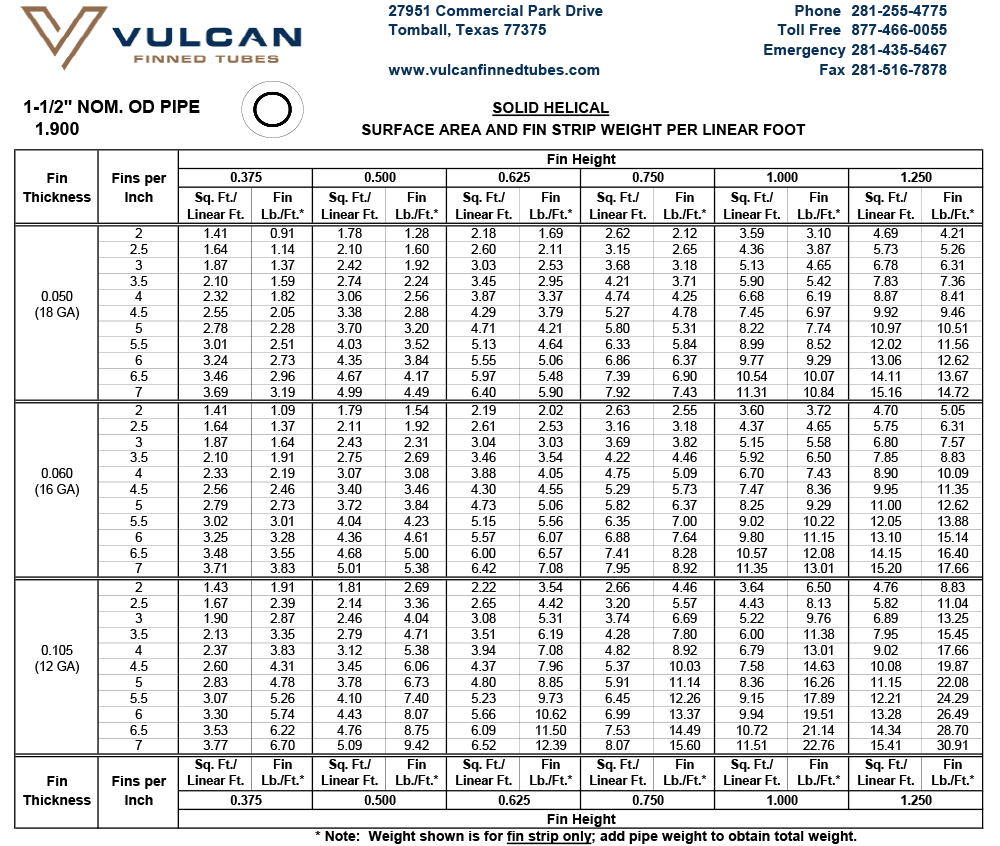
- Standard Specification for Helical Solid Finned Tubes
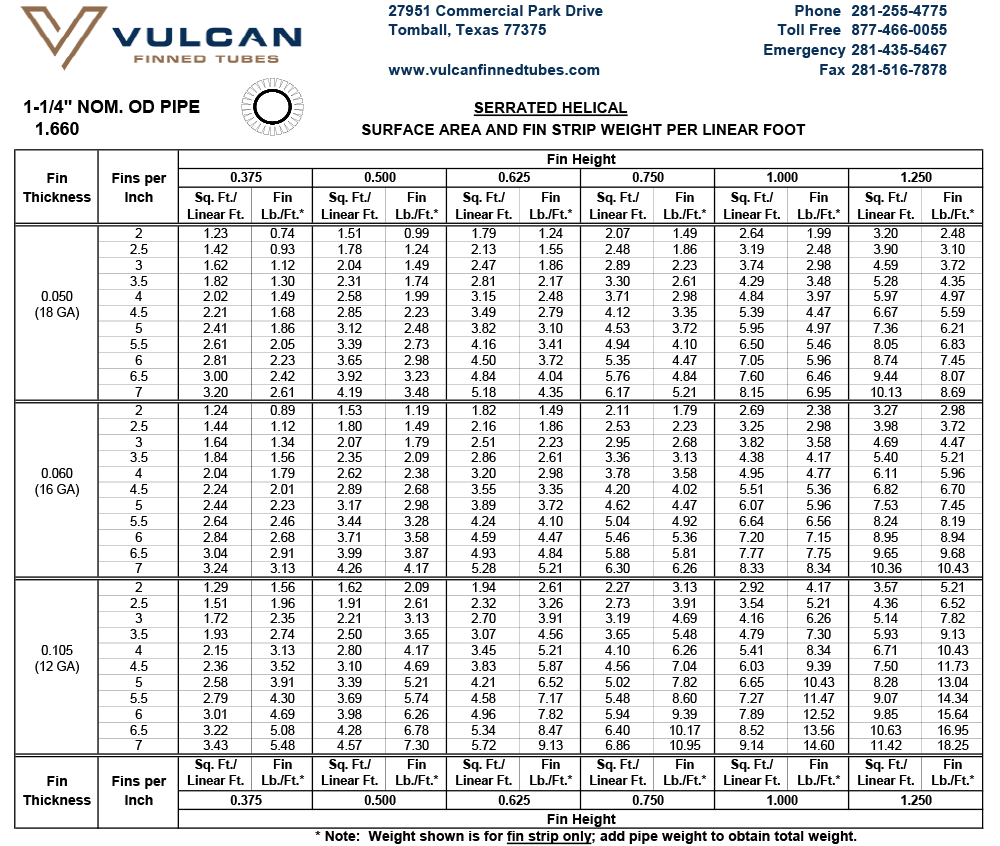
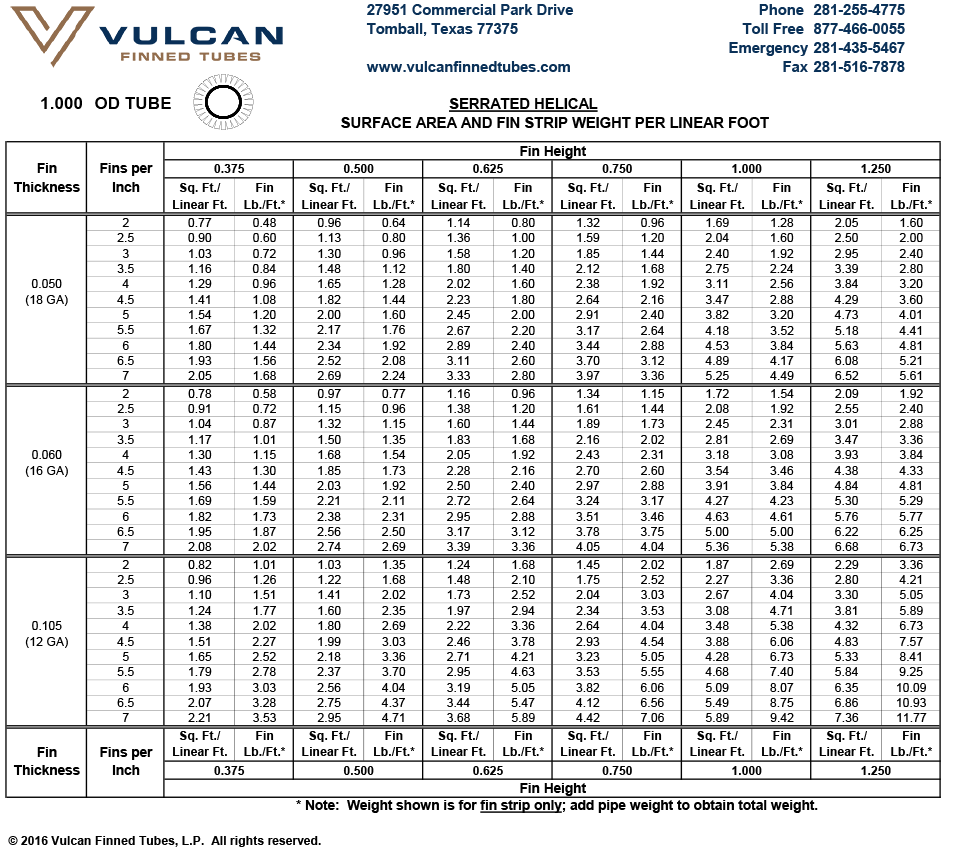
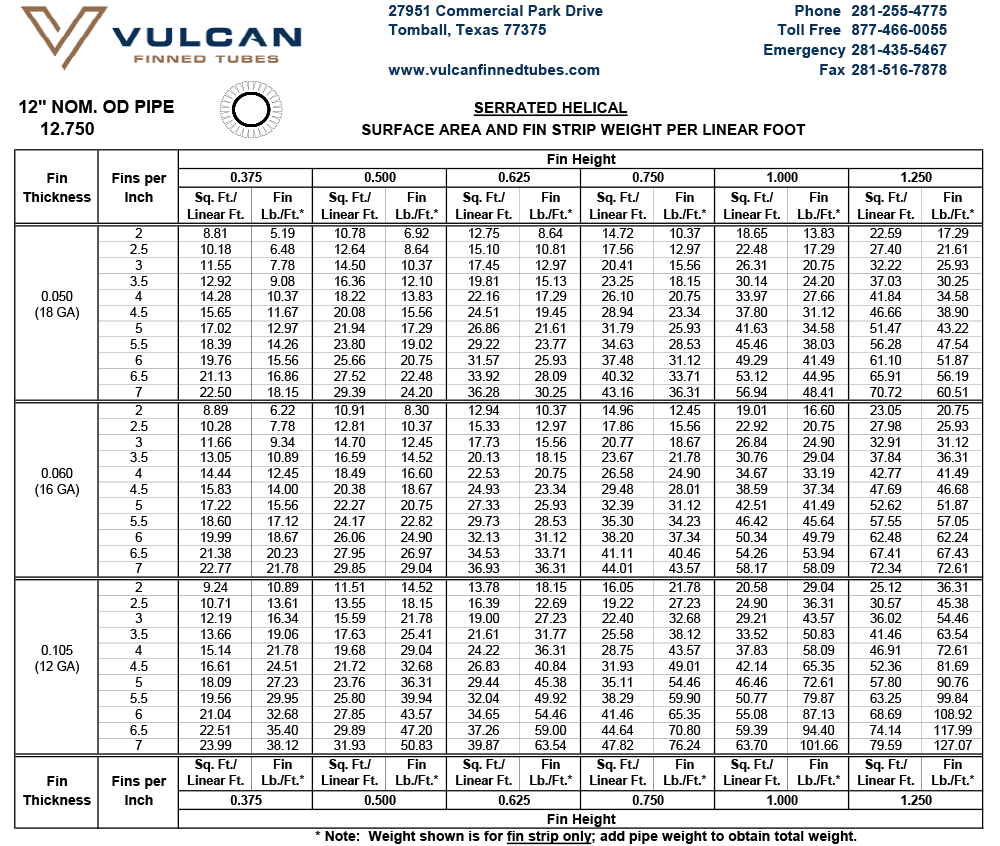
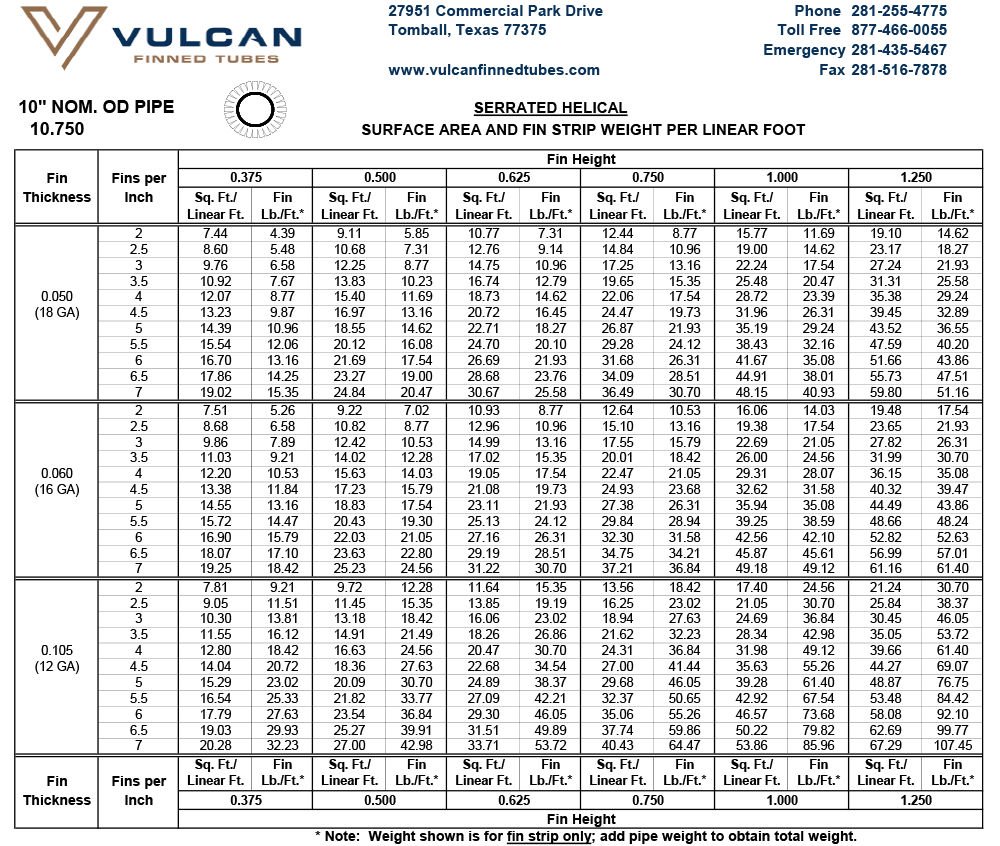
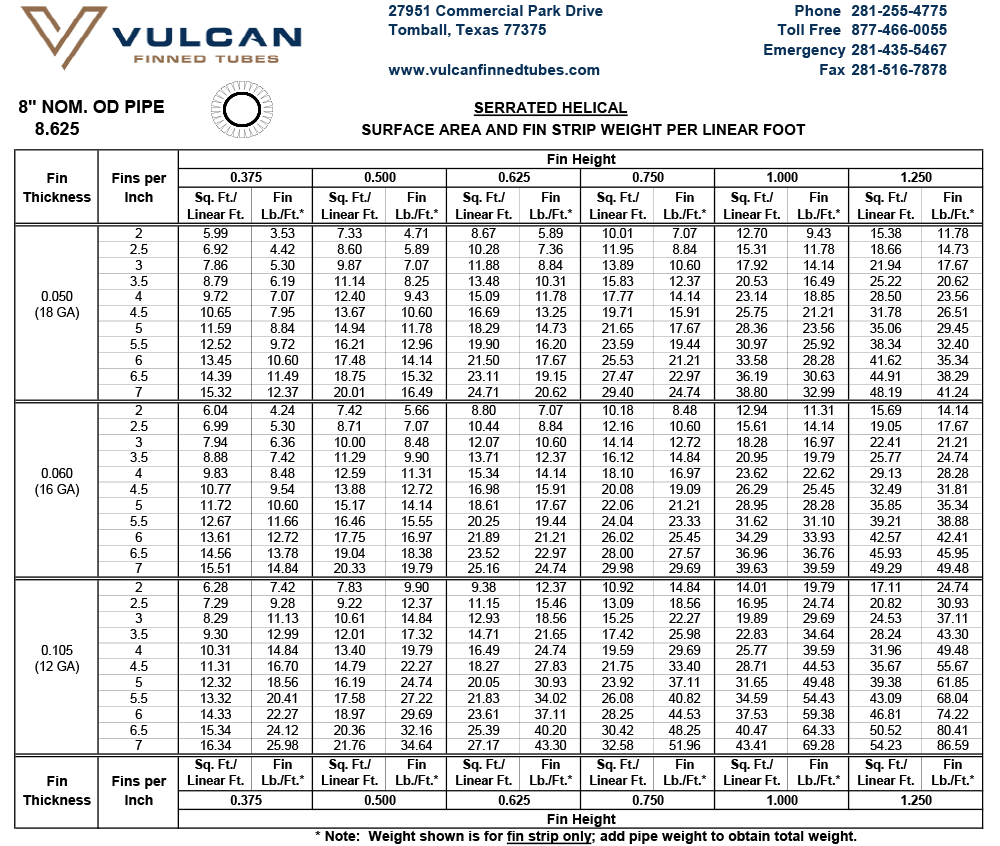
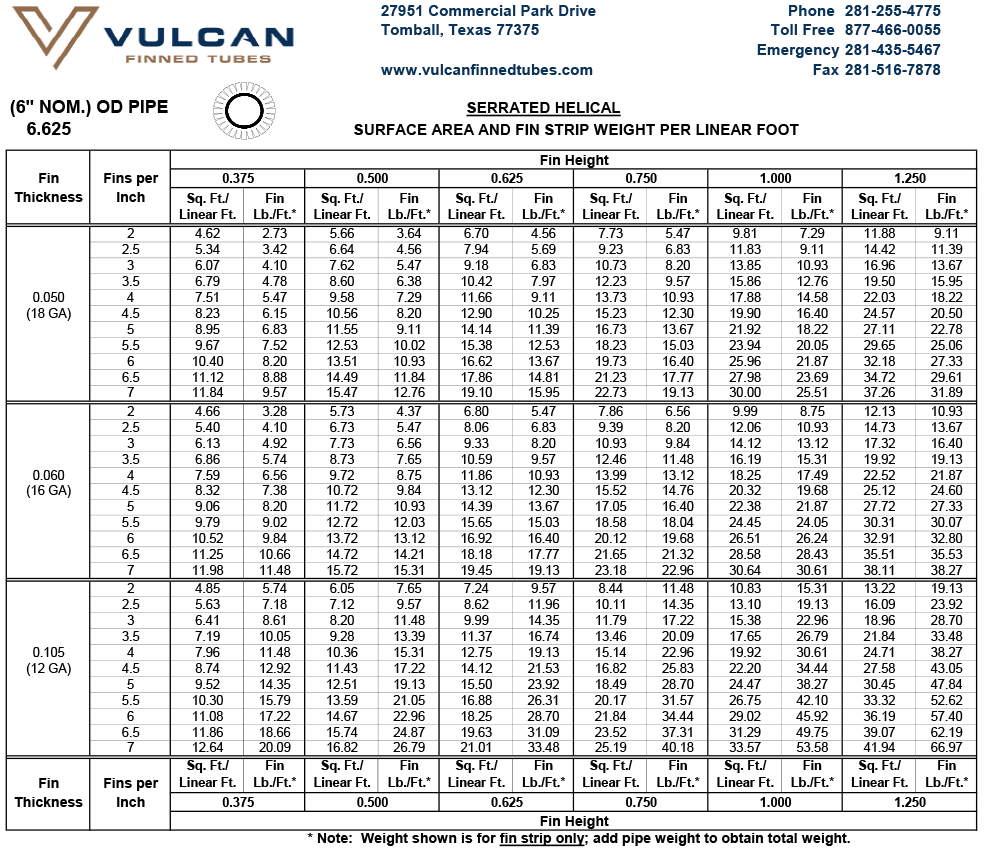
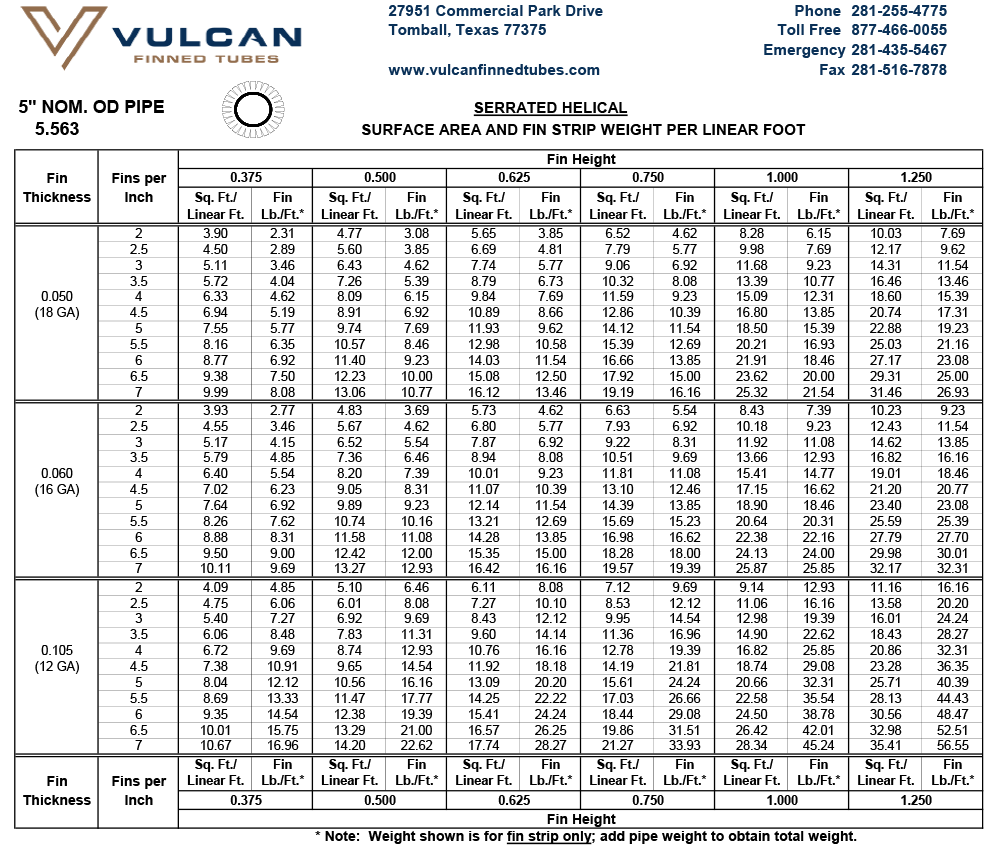
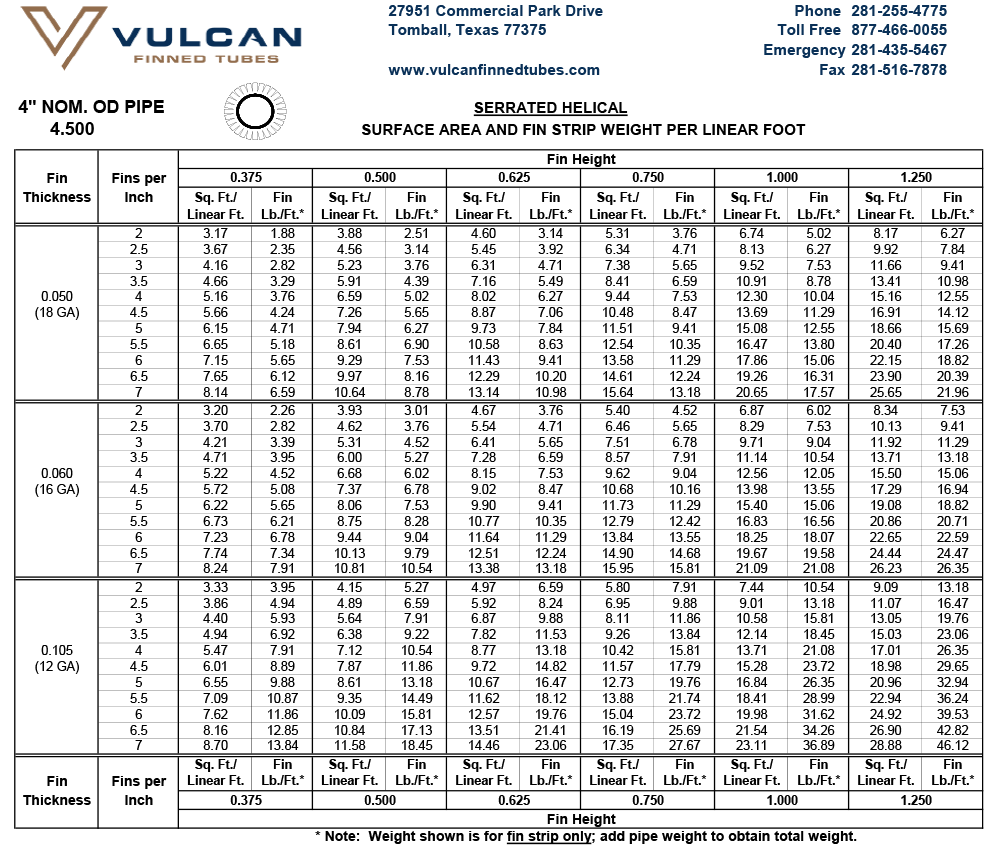
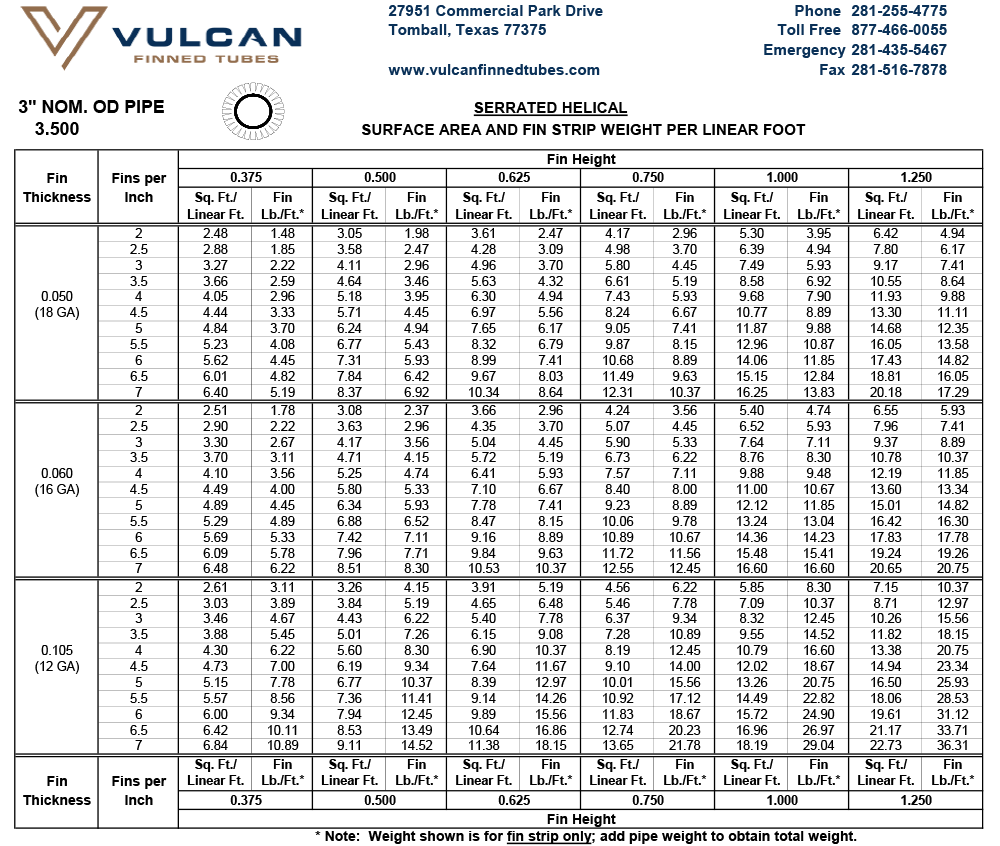
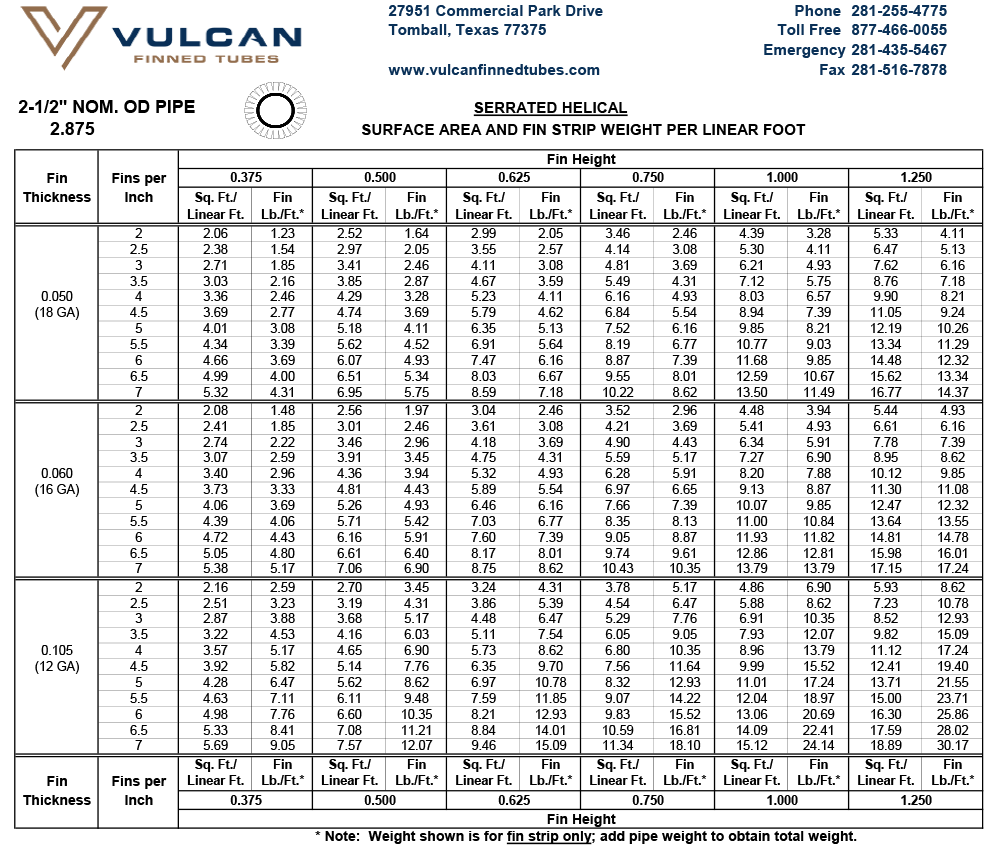
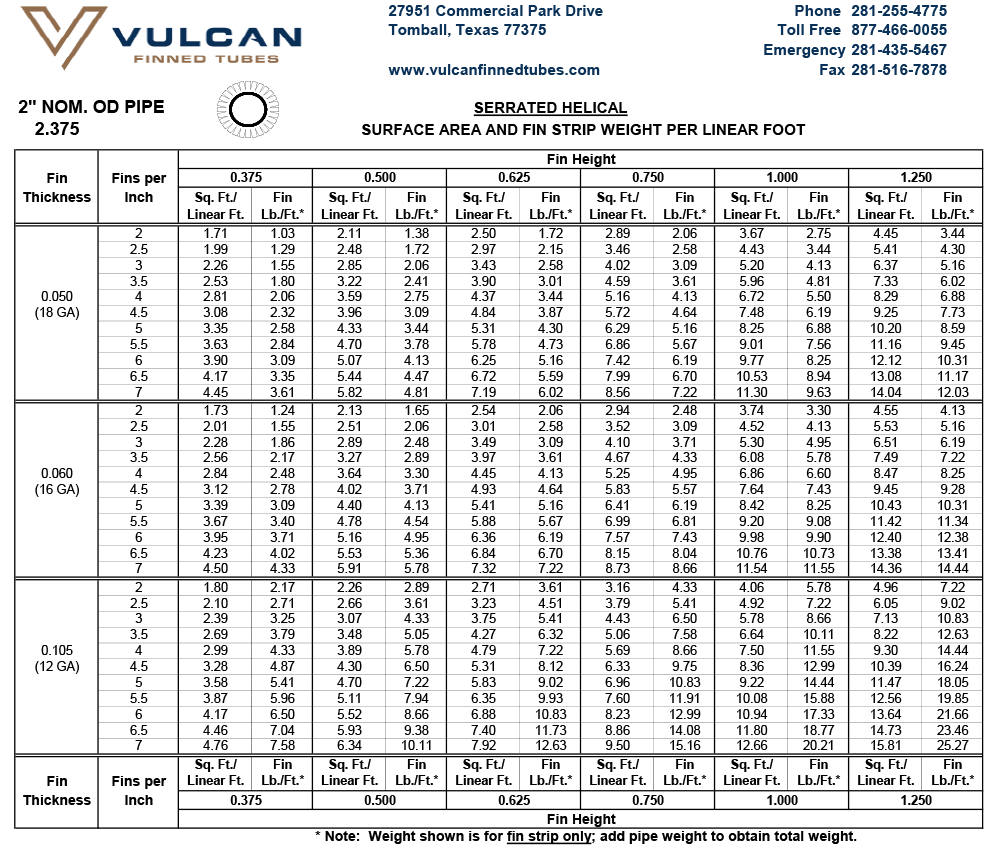
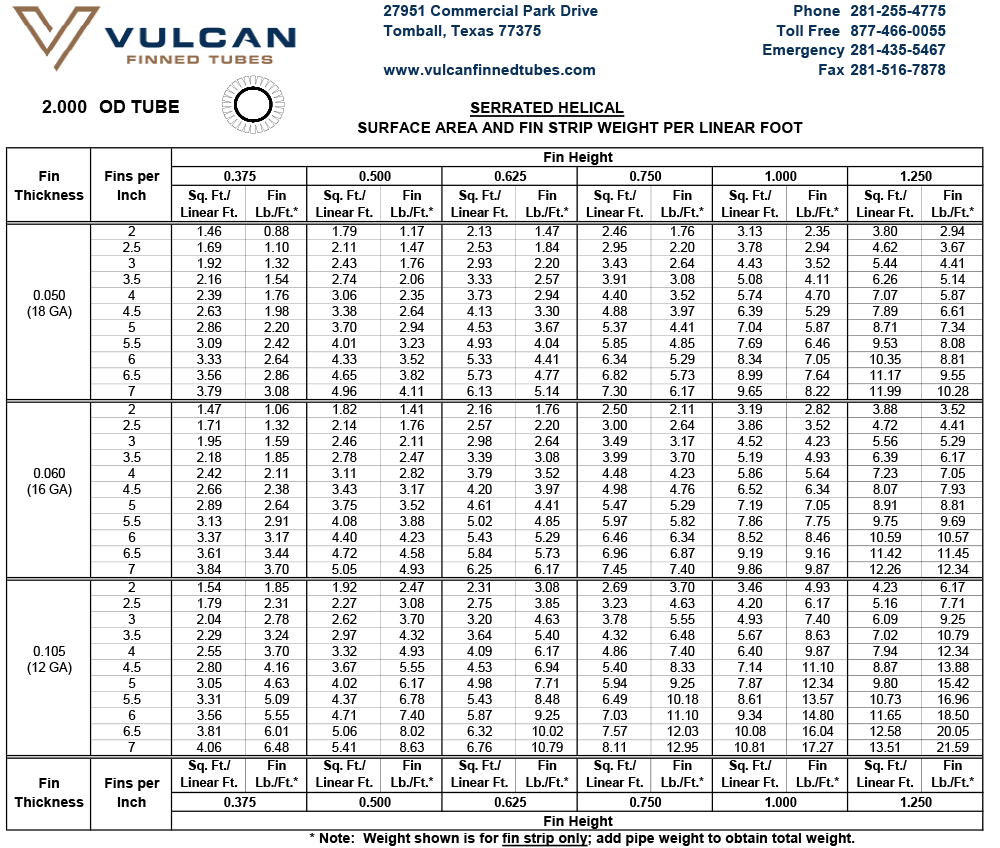
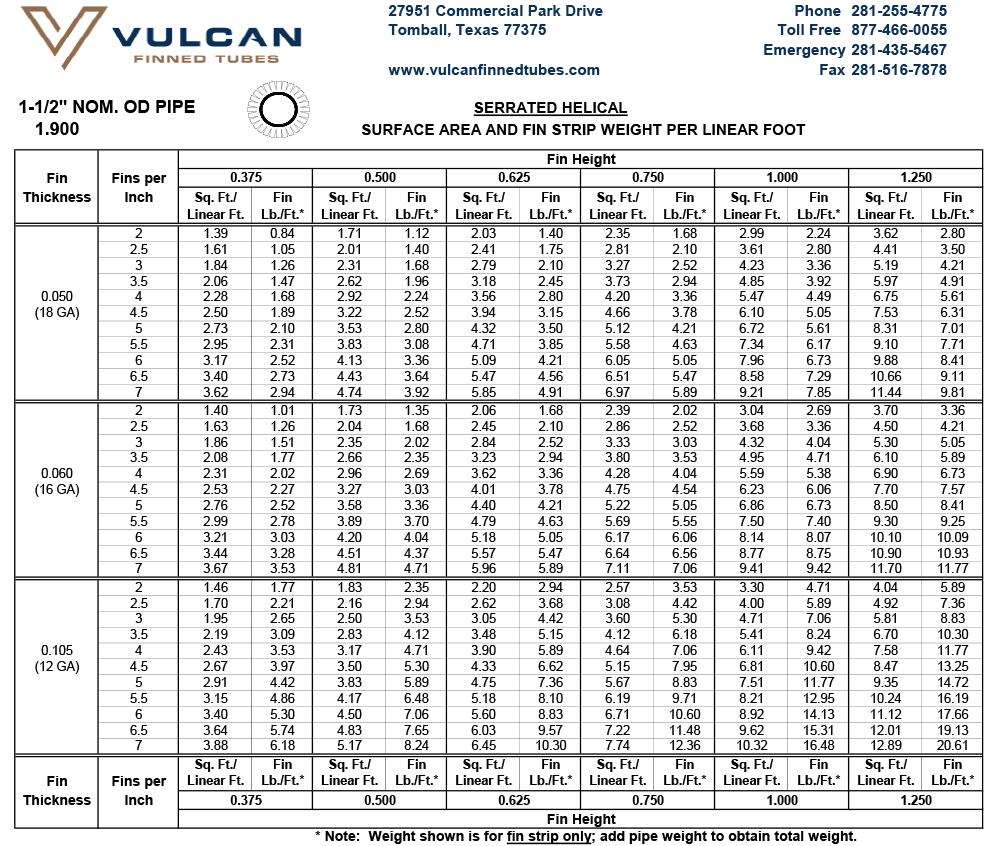
- Standard Specification for Helical Serrated Finned Tubes
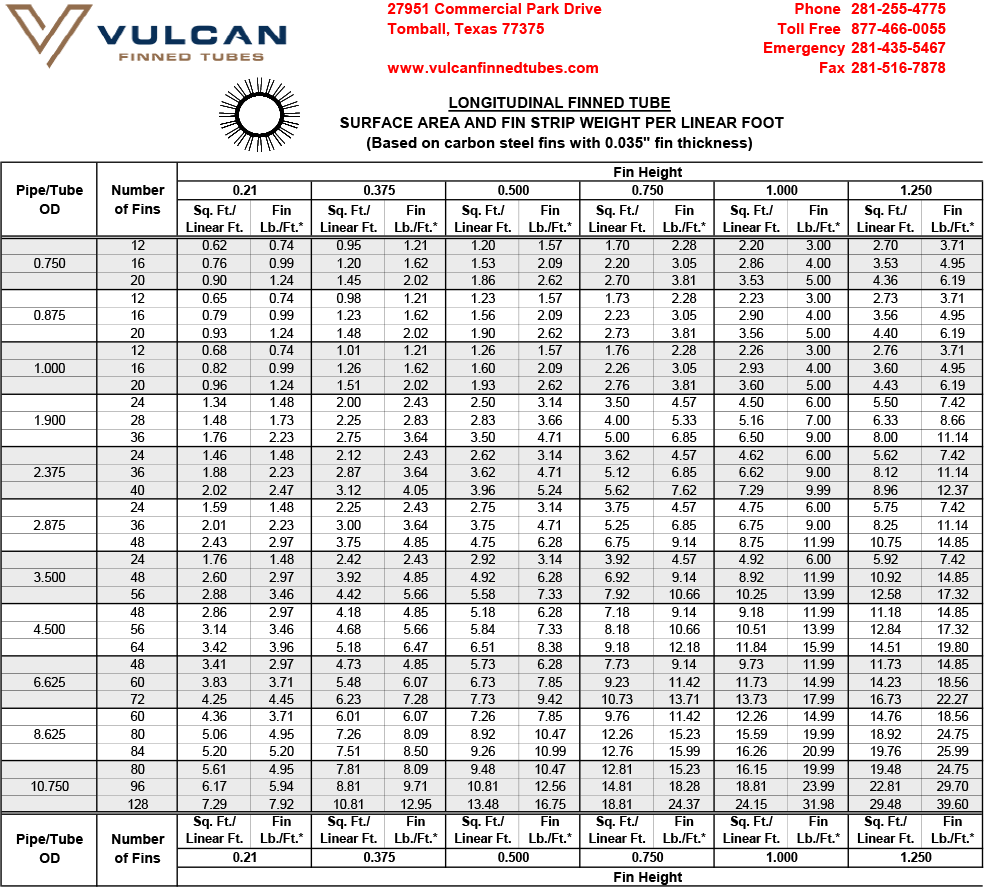
- Standard Specification for Longitudinal Finned Tubes
- Standard Specification for Aluminum L-foot Finned Tubes
- Standard Specification for Aluminum Embedded Finned Tubes
The purpose of the procedures described herein is to assure compliance with these product Standard Specifications.
JOB IDENTIFICATION AND COORDINATION
Vulcan’s proprietary Quote System Software maintains document control by assigning unique Quote Numbers to each customer’s request for quote. All quotes are permanently saved in digital format and hard copies are kept on file for a limited time period.
Upon receipt of a customer’s purchase order, Vulcan’s quote system software assigns a unique Shop Order Number (S.O.) to the quote and it now becomes a job. If a written customer purchase order is not given, a customer signed Vulcan Order Confirmation is required. This shop order number is subsequently used to identify the job within our organization, the materials purchased for the job and any other information from beginning to shipment.
Two Shop Order Folders are created for each job:
House Copy Folders are kept in the office and contain all relevant information accumulated over the life of the order. They are kept for a period no less than one year before being shredded.
Shop Copy Folders are used by the Machine Operator. They contain details and dimensions needed to produce the job. They also include Heat Sheets which are used by the Machine Operator to maintain traceability. The information contained in the Shop Copy Folder flows through Vulcan’s quote system software. Since the information flows through the quotes system into the shop order and shop copy, it eliminates the possibility of data entry error. If the quote is right, the shop order is right as well as the shop copy. The Operations Manager must double-check each shop copy against the house copy and sign off on the front cover of the house copy before it can go to the Machine Operator.
Production Meetings are held each morning and are critical to the coordination of workflow and adherence to quality assurance. The meetings are typically attended by the President, Operation Manager and all Sales Representatives.
New shop orders must be double-checked by the Sales Representative and one other person at the meeting. Each person must initial the front cover of the house copy folder before it can be entered into the work schedule.
The work schedule is coordinated and maintained by Vulcan’s Machine Scheduler Software. Each day the schedule is updated to reflect the previous days production. New orders are allocated to the schedule, completed orders are scheduled for shipping and shipped orders are deleted from the system.
In cases where inventory needs to be allocated to the shop order, it is done through Vulcan’s Inventory Software.
It is during this meeting that any non-conformances (NCR’s) are reported. Relevant data such as 1) Shop order number, 2) Description of non-conformance, 3) Machine number , 4) Machine Operator, 5) Cause, 6) Cost and 7) Action required are recorded in Vulcan’s NCR Log. In many cases company wide meetings are held to enhance awareness and foster continued improvement.
MATERIALS QUALITY ASSURANCE
Tube/pipe material may be supplied by Vulcan or by the customer, as agreed between the two parties. Because of the extensive range of tube/pipe sizes and grades used by our customers, Vulcan does not maintain a complete tube/pipe inventory. Tube/pipe is generally procured on a specific shop order basis. Mill test reports (MTR’s) or other acceptable manufacturer’s certification is provided to the customer for all tube/pipe supplied by Vulcan.
Fin material is generally supplied by Vulcan, rather than by the customer. Vulcan maintains an inventory of commonly used fin material. Therefore, for a specific shop order, fin material may be obtained either from Vulcan inventory or procured specifically for the shop order. Manufacturer’s certification is required on all materials and can be provided if requested by the customer at the time of order.
All material purchasing by Vulcan must be done through Vulcan’s Purchasing System Software. Only those vendors listed in the purchasing system are approved for the purchase of material. Any new vendors must be approved by the President before being entered into Vulcan’s purchasing system.
Each purchase order generated is cross-referenced to the job shop order number and has instructions for the vendor to tag the materials with the purchase order number.
Pipe/tube material will be visually inspected upon receipt in Vulcan’s shop. The inspection will focus on visible defects such as indentations, out-of-roundness, or other deviations from specifications, and from conditions that might cause production problems. Any non-conforming material will be separated, returned to vendor or scrapped. If pipe/tube supplied by the customer is found to have defects, the Sales Representative will communicate with the customer to satisfactorily resolve the situation before production commences.
Upon acceptance, each bundle of tube/pipe will be marked with the appropriate Shop Order Number before placement in the production area or pipe storage area.
All austenitic alloys will be handled in a way that minimizes various types of contamination. Surfaces of handling equipment such as lifting slings and forklift forks will be covered and if abrasives must be used such as grinding wheels or sanding belts, old abrasives will be discarded to assure against carbon contamination. No solvents, acids, lubricants or paints of any kind will come in contact with austenitic alloys.
Upon receipt in Vulcan’s shop, fin strip material is visually inspected for conditions such as corrosion, kinking, etc., and to ensure proper thickness and width. Fin strip inventory is stored by size and grade. As each reel of fin strip is moved from the storage area for use on a Shop Order, it is again visually inspected for proper size, grade, and condition. Any non-conforming material is separated and returned to vendor or scrapped.
Vulcan’s helical solid and serrated products involve gas metal arc (GMAW) welding, therefore weld wire and gas are required in the process. Commonly used wire and gas are maintained in inventory, separated by gas type and wire grade.
PRODUCTION PROCESS QUALITY ASSURANCE
All orders are produced by qualified Operators or in some cases Operator/Trainees under direct supervision of Operator/Trainer.
Machine Operator training is done by way of apprenticeship by skilled Operator/Trainers. The Operations Manager monitors the training process and ranks each Operator/Trainee according to their skill level (see Vulcan Shop Staffing).
Shop Copy Folders contain details and dimensions needed for the Machine Operator to produce the job. They also include Heat Sheets which are used to maintain traceability.
Visual inspections are done throughout the production process to ensure product meets its Standard Specifications:
First piece inspection at the beginning machine setup and random inspection are required by the Machine Operator.
Daily inspections are done by the Quality Coordinators on product produced at each machine on the previous shift.
Final Inspections are done by the Quality Coordinators before the job is packaged for shipment or loaded on the truck
Vulcan’s Quality Assurance Procedures center around identifying non-conformances, cause and determining course of action required. Non-conforming product is defined as product that does not meet the Standard Specifications of that product. During inspections, any non-conforming product must be separated and reported to a Quality Coordinator, Operations Manager or the President.
When non-conformances are discovered, the Machine Operator will be debriefed, and the following information will be gathered and recorded in Vulcan’ NCR Log:
- Shop order number
- Description of non-conformance
- Machine Number
- Machine Operator’s name
- Cause (man or machine)
- Cost to repair or replace the non-conforming product
- Action taken
In determining cause, the question of man or machine is always a good place to start. If the answer is machine, the Operations Manager will determine to necessary repairs required to bring the machine back into compliance. If the answer is man, cause may be more difficult to identify and may be subjective.
In determining course of action, the question is whether to repair or replace the non-conforming product. Repair is an option if the product can be cost efficiently brought back into compliance with the Standard Specification. If it cannot, it must be scrapped and replaced. Actions beyond that may include things such as a machinery repair, advanced training or even disciplinary action.
The President will review all NCR’s on an annual basis to identify common root causes and develop plans to address them.
Quality work requires quality tools. Each Machine Operator is responsible for maintaining the required hand tools for his machine (Vulcan’s Machine Operator Tool List). Vulcan inventories these tools and will supply replacements upon request. Annual tool inspections are done by the Operation Manager and replacements are given where needed.
Measuring instruments are comprised of tape measures and in some cases, calipers.
Tape measures are required to be accurate to 1/16 of an inch and are replaced when blade numbering becomes worn and illegible or when hooks before loose or broken.
Calipers are checked against a calibration block and are replaced when they no longer hold measurement within .001 of an inch.
The process used to maintain traceability of tube/pipe and fin materials are detailed in the Standard Specifications per the specific type of finned tube manufactured.
SHIPMENT
Once a Quote becomes a job and is assigned a unique Shop Order Number, Vulcan’s Quote System application generates proper Bill of Lading and Packing List.
The Shop Order is packaged for shipment according to customer requirements. Packing consists of either a metal banded crate constructed of plywood and 2×4 lumber; or “collars” consisting of at least two (depending on tube/pipe length) 2×4 metal banded frames. The Sales Representative is responsible for ensuring that the Shop Order is properly packaged for shipment.
hipping/Receiving personnel are responsible for making final shipping arrangements. They follow the customer’s purchase order instructions as well as seek guidance from the Vulcan Sales Representative to ensure that all shipping arrangements are made properly. If necessary, they will coordinate shipping logistics with the customer. Each shipment will be accompanied by a unique Vulcan Bill of Lading and Packing List as well as mill test reports (MTR’s). Once the shipment has been picked up by the freight line, the signed Bill of Lading, Packing List and MTR’s will be emailed to the customer.